1. เหตุผลในการนำคอมพิวเตอร์มาใช้ในงานอุตสาหกรรม
ในวงการอุตสาหกรรมนับได้ว่าคอมพิวเตอร์ได้เข้ามามีบทบาทเป็นอย่างมาก
ตั้งแต่การวางแผนการผลิต กำหนดเวลาการผลิต การออกแบบจนกระทั่งถึงการผลิตสินค้า ควบคุมระบบการผลิตและระบบคุณภาพทั้งหมด
ในรายงานทางอุตสาหกรรมได้มีการนำคอมพิวเตอร์มาใช้ในการควบคุมการทำงานของเครื่องจักร
ตลอดจนโรงงานผลิตเกี่ยวกับอุปกรณ์อิเล็กทรอนิกส์ เช่นการทำลายวงจรลงบนแผ่นปริ้น
ชึ่งจะช่วยในความสะดวกสบาย และความเป็นระเบียบเรียบร้อย
การนำคอมพิวเตอร์มาช่วยในการออกแบบลายวงจรนั้น
เป็นที่นิยมใช้กันใน กลุ่มอุตสาหกรรมขนาดกลางไปจนถึง กลุ่มอุตสาหกรรมขนาดใหญ่ เช่นกลุ่มโรงงานผลิตบอร์ดทดลอง
หรือการผลิตอุปกรณ์อิเล็กทรอนิกส์ที่ทันสมัย ซึ่งมีขนาดเล็กลง
กลุ่มอุตสาหกรรมเหล่านี้จึงนิยมใช้โปรแกรมคอมพิวเตอร์มาช่วยในกระบวนการผลิตและการออกแบบลายวงจร
CIM (Computer-Integrated Manufacturing) เป็นการนำเอาคอมพิวเตอร์เข้ามาช่วยในการประสานและการควบคุม
ระบบการผลิตภายในโรงงานอุตสาหกรรม เพื่อให้การ
ทำงานเป็นไปอย่างอัตโนมัติทำให้ได้ระบบการผลิตและผลผลิตที่ สมบูรณ์การประยุกต์ระบบ
CIM มาใช้เป็นการพัฒนาเพื่อเข้าสู่ระบบอุตสาหกรรมอัตโนมัติ การใช้CIM ก็คือการเชื่อมโยง ระหว่างกันของระบบฐานข้อมูลต่างๆ
ที่จำเป็นสำหรับระบบการผลิต
ในอินเตอร์เน็ตมีการค้นหาเรื่อง Computer Integrated Manufacturing (CIM) กันอย่างมากมาย ส่วนใหญ่ข้อมูลที่มีจะเป็นภาษาอังกฤษ โดยข้อมูลที่เป็นภาษาไทยก็มีเช่นกัน แต่อาจจะไม่มากมายนัก บทความนี้ผมจึงแปลความหมายของเจ้า Computer Integrated Manufacturing (CIM) มาให้ท่านผู้สนใจได้อ่านกันครับ หากท่านใดต้องการคัดลอกไป ขอความกรุณาอ้างอิงกลับมายังบล๊อกผมด้วยน่ะครับ เพื่อเป็นกำลังใจ

CIM Activities
Computer Integrated Manufacturing (CIM) หรือ การผลิตผสมผสานด้วยความพิวเตอร์
Computer Integrated Manufacturing (CIM) เป็นระบบการผลิตที่ใช้คอมพิวเตอร์เข้ามาควบคุมกระบวนการผลิตทั้งหมด การผสมผสานของระบบ ทำให้มีการแลกเปลี่ยนข้อมูลระหว่างหน่วยงานแต่ละหน่วยได้ ทำให้แต่ละหน่วยรับรู้ความก้าวหน้าซึ่งกันและกัน ข้อดี คือ ระบบการผลิตจะมีความรวดเร็วและมีข้อผิดพลาดน้อย แม้ว่าข้อดีหลักของ CIM คือ ความสามารถในการสร้างกระบวนการผลิตอัตโนมัติ โดยทั่วไปแล้วระบบ CIM จะเป็นกระบวนการควบคุมแบบปิด (Closed-loop Control Processes) บนพื้นฐานของข้อมูล ณ ปัจจุบันที่ได้รับจากตัวตรวจรู้ (Sensor)
ภาพรวม
Computer Integrated Manufacturing (CIM) เป็นทั้งกระบวนการผลิตและชื่อของระบบอัตโนมัิติที่ควบคุมด้วยคอมพิวเตอร์ โดยมีหน้าที่สนับสนุนการทำงานและเป็นระบบการจัดการของระบบการผลิตที่ประกอบด้วยฝ่ายต่างๆ เช่น ฝ่ายงานวิศวกรรม ฝ่ายงานการผลิต ฝ่ายการตลาด และฝ่ายการสนับสนุนอื่นๆ ขอบข่ายหน้าที่การทำงานของ CIM มีหลากหลายอย่าง เช่น ออกแบบ วิเคราะห์ วางแผน จัดซื้อ จัดการบัญชีต้นทุน ควบคุมคงคลัง และการกระจายผลิตภัณฑ์ เหล่านี้จะถูกเชื่อมโยงโดยคอมพิวเตอร์ไปยังอุปกรณ์ หรือหน่วยต่างๆ ภายในองค์กร CIM จะทำให้สามารถควบคุมกระบวนการได้โดยตรงและสามารถแสดงการทำงานปัจจุบันของทุกกระบวนการทำงาน
3. ประโยชน์ของของการใช้ CIM
CIM (Computer-Integrated Manufacturing) เป็นการนำเอาคอมพิวเตอร์เข้ามาช่วยในการประสานและการควบคุม
ระบบการผลิตภายในโรงงานอุตสาหกรรม เพื่อให้การ
ทำงานเป็นไปอย่างอัตโนมัติทำให้ได้ระบบการผลิตและผลผลิตที่ สมบูรณ์การประยุกต์ระบบ
CIM มาใช้เป็นการพัฒนาเพื่อเข้าสู่ระบบอุตสาหกรรมอัตโนมัติ การใช้CIM ก็คือการเชื่อมโยง ระหว่างกันของระบบฐานข้อมูลต่างๆ
ที่จำเป็นสำหรับระบบการผลิต
ประโยชน์ของของการใช้ CIM
การประยุกต์ใช้คอมพิวเตอร์ในงานอุตสาหกรรม (COMPUTER INTEGRATED MANUFACTURING : CIM)
วัตถุประสงค์หลัก คือ การเชื่อมต่อระหว่างระบบที่ทำการผลิตแบบอัตโนมัติเข้ากับการจัดการสารสนเทศแบบดั้งเดิม
· การผลิตแบบอัตโนมัติ
· การจัดการสารสนเทศแบบดั้งเดิม
· ระบบ CIM ในโรงงานอุตสาหกรรม
การผลิตแบบอัตโนมัติ
1. การใช้คอมพิวเตอร์ในการออกแบบและผลิต ( CAD / CAM )
2. การควบคุมเครื่องมือซึ่งทำงานด้วยคำสั่งลักษณะตัวเลข ( NC : NUMERICAL CONTROL MACHINE )
3. การควบคุมหุ่นยนต์อุตสาหกรรม
4. การจัดการวัตถุดิบอัตโนมัติ
การจัดการสารสนเทศแบบดั้งเดิม
1. การจัดการทางบัญชี
2. การจัดซื้อ
3. การควบคุม STOCK
4. การจัดการด้านการตลาด
ระบบ CIM ในโรงงานอุตสาหกรรม
ประโยชน์ของระบบฐานข้อมูล CIM
1. ลดเวลาและต้นทุนการผลิตในส่วน ของการออกแบบ และ กระบวนการผลิต
2. ความผิดพลาดน้อยลง
3. ลดขั้นตอนการผลิตสินค้า
4. สามารถควบคุมคุณภาพสินค้าได้
5. วัสดุสิ้นเปลืองลดลง
6. วางแผนงานได้
ประโยชน์ของการนำคอมพิวเตอร์มาใช้ในงานอุตสาหกรรม
· ความคล่องตัวในการผลิตสินค้า
· ความรวดเร็วในการตอบสนองต่อตลาด
· ไม่มีการจัดการเก็บข้อมูลหลายครั้ง
4. การใช้ CADในงานอุตสาหกรรม
- สร้างแบบจำลองหรือ model ขึ้นตามแบบที่ได้ทำการออกแบบ
- วิเคราะห์ ประเมินและแก้ไขข้อมูล CAD ของ Part ที่ได้ทำการออกแบบไว้เพื่อให้สามารถทำการผลิตได้จริงในการผลิตและมี function การทำงานตามแต่ละวัตถุประสงค์ของ Part นั้นๆ
- ใช้เป็นข้อมูลในการผลิต jig, fixture และเครื่องมืออื่นๆ สำหรับใช้ในขั้นตอนการผลิต
การใช้ CAD ในการสร้างรูปร่างต่างๆของ Part สามารถทำได้ 3 ลักษณะ คือ ปริมาตรตัน (Solid modeling), พื้นผิว (Surface modeling) และโครงลวด (Wire frame modeling) ซึ่งแต่ละแบบจะเหมาะสมกับการทำงานเฉพาะอย่าง
Surface modeling
การแสดงผลแบบนี้จะคล้ายกับการนำผืนผ้าสี่เหลี่ยมซึ่งถือเป็น 1 ผิวหน้า (face) มาเย็บต่อ ๆ กัน จะได้เป็นพื้นผิว (surface) บาง คล้ายเปลือกนอก การเก็บข้อมูลแบบนี้จะเก็บข้อมูล เส้นขอบ พิกัดของจุด และข้อมูลของขอบผิวที่ติดกัน
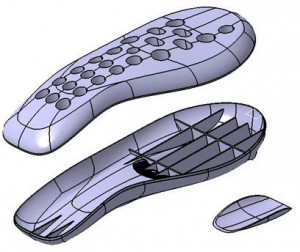
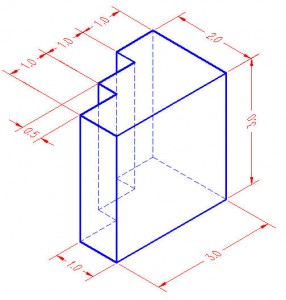
Solid modeling
ข้อมูลแบบจำลอง 3 มิติ แบบนี้จะถูกเก็บในลักษณะของ ลำดับของการนำรูปทรงตันพื้นฐาน (Solid Primitives) เช่น ก้อนลูกบาศก์, ลูกกลม, ทรงกระบอก, ลิ่ม, ปิรามิด ฯลฯ มาสร้างความสัมพันธ์กันด้วย Boolean Operator เช่น union (รวมกัน), subtract (ลบออก), intersection (เฉพาะส่วนที่ซ้อนทับกัน) และ difference (เฉพาะส่วนที่ไม่ทับกัน) เพื่อให้ได้รูปทรงที่ต้องการ รูปทรงที่ใช้วิธีนี้สร้างจะมีความถูกต้องสูง เนื่องจากใช้วิธีการทำ Boolean Operation เท่านั้นซึ่งเป็นวิธีที่ธรรมดาและโครงสร้างของข้อมูลก็ไม่ซับซ้อน

Wire-frame modeling
การแสดงผลแบบนี้มักจะพบในซอฟต์แวร์รุ่นเก่าๆ ซึ่งจะเก็บข้อมูลของแบบจำลองเฉพาะ เส้นขอบ(ทั้งเส้นตรงและเส้นโค้ง) และพิกัดของจุด การแสดงผลแบบนี้ทำได้รวดเร็ว แต่ภาพที่ได้จะดูค่อนข้างยาก ว่าแสดงผลอยู่ในมุมมองใด
นอกจากการใช้ CAD ในการสร้าง Part แล้วในปัจจุบัน CAD software บางตัวยังสามารถใช้ในงานวิศวกรรมย้อนกลับ (Reverse engineering) โดยคุณภาพของพื้นผิวที่สร้างขึ้นมาจากซอฟต์แวร์วิศวกรรมย้อนกลับส่วนมากขึ้น อยู่กับ 2 องค์ประกอบ คือ คุณภาพของ modeling หรือ Part ที่นำมาสแกน และคุณภาพของข้อมูลเชิงตัวเลข บางครั้งในการทำงานจริงเราไม่สามารถได้แบบจำลองที่สมบูรณ์เนื่องจากชิ้นส่วน ชำรุด หรือคุณภาพของข้อมูลเชิงตัวเลขที่ได้มาอาจไม่ดี software บางตัวสามารถแก้ไขปัญหาพื้นผิวของแบบจำลองในบริเวณที่ชำรุดได้ หรืออาจแต่งเติมดัดแปลงให้ดีกว่าของเดิมที่สแกนมาได้
5. การใช้ CAMในงานอุตสาหกรรม
การใช้คอมพิวเตอร์เพื่อช่วยจัดการกับกระบวนการผลิตในโรงงานอุตสาหกรรมโดยอาจควบคุมตั้งแต่การวางแผนจนกระทั่งการจัดการหลังการผลิตซึ่งกระบวนการของ CAM อาจแบ่งออกเป็น 2 ส่วนหลักๆ คือ
1. การใช้คอมพิวเตอร์เพื่อช่วยในการผลิตโดยตรง
เป็นลักษณะการใช้คอมพิวเตอร์ในงานตรวจสอบ โดยระบบคอมพิวเตอร์ที่ใช้เชื่อมโยงกับกระบวนการผลิตจะทำหน้าที่ตรวจสอบกระบวนการผลิตหรือเก็บข้อมูลจากกระบวนการผลิต
การใช้คอมพิวเตอร์เพื่อทำการผลิตสินค้าโดยตรง โดยการนำข้อมูลจากระบบ CAD มาช่วยในการควบคุมอุปกรณ์การผลิต เช่น เครื่องกัดที่ทำงานโดยอาศัยคำสั่งเชิงตัวเลข (numerical control machine) หรือ NC machine tool
2. การใช้คอมพิวเตอร์ช่วยในการผลิตทางอ้อม
งานลักษณะนี้จะเป็นงานที่สนับสนุนการผลิต ซึ่งไม่ต่อเชื่อมระบบคอมพิวเตอร์โดยตรง แต่อาจจะเป็นการนำข้อมูลมาประมวลผล สรุป วางแผน เช่น งานเกี่ยวกับการวางแผน การจัดการเกี่ยวกับการจัดซื้อวัตถุดิบ การจัดการในโรงงาน เป็นต้น
งานอุตสาหกรรมมีการแข่งขันกันอยู่ตลอดเวลา โดยเฉพาะปัจจุบันที่มีสภาวะวิกฤติทางเศรฐกิจ การแข่งขันก็ยิ่งมีมากขึ้น ระบบงานอุตสาหกรรมใดที่สามารถผลิตสินค้าที่มีคุณภาพสูง รวดเร็วทันกับความต้องการของตลาด แต่ราคาต่ำ ก็จะเป็นระบบอุตสาหกรรมที่มีความมั่นคงและคงอยู่ได้ในระบบปัจจัยสำคัญที่มีผลกับการผลิตงานอุตสาหกรมที่สำคัญอย่างหนึ่ง คือการนำระบบคอมพิวเตอร์มาช่วยเพิ่มประสิทธิภาพในงานอุตสาหกรรม การนำระบบคอมพิวเตอร์เข้ามาช่วยงานอุตสาหกรรม มีจุดประสงค์หลัก คือ เพื่อเพิ่มประสิทธิภาพ และ ประสิทธิผล ของระบบอุตสาหกรรม เหตุที่คอมพิวเตอร์เป็นปัจจัยสำคัญก็เนื่องมาจากคอมพิวเตอร์สามารถช่วยงานอุตสาหกรรมได้อย่างดี ตั้งแต่กระบวนการเริ่มวางแผนการผลิต การออกแบบและวิเคราะห์แบบอัตโนมัติ การควบคุมการผลิต การผลิตอัตโนมัติ การตรวจสอบคุณภาพ การบรรจุหีบห่อ ไปจนถึงการทำบัญชีรายการสินค้าและการจัดจำหน่ายในกระบวนการขั้นสุดท้าย ตัวอย่างงานที่คอมพิวเตอร์มีส่วนช่วยได้ เช่น
1. การวางแผนออกแบบ วิเคราะห์แบบ
2. การเขียนแบบเพื่อการผลิต
3. การควบคุมเครื่องจักรกลการผลิต
4. การวางแผนจัดการวัสดุคุรุภัณฑ์ในการผลิต
5. การสร้าง และ การจัดการฐานข้อมูลบุคลากร
6. การสร้าง และ การจัดการฐานข้อมูลการผลิต
7. การทำบัญชี
6. จงอธิบายการใช้ CAD/CAMในงานอุตสาหกรรม
CAD/CAM
CAD
(Computer Aided Design) เป็นการใช้คอมพิวเตอร์มาเป็นเครื่องมือช่วยในการออกแบบและเขียนแบบรวมทั้งสร้าง
ภาพสองหรือสามมิติได้โดยสะดวก นอกจากจากนี้ยังช่วยวิเคราะห์การออกแบบด้วยเช่นใช้ประเมินค่าพิกัดเผื่อ
(Tolerance)
ของการสวมหรือประกอบชิ้นงานเข้าด้วยกันก่อนนำไปผลิตจริง
เป็นต้น
เมื่อเสร็จสิ้นกระบวนการทาง CAD แล้ว
แบบที่ถูกเขียนขึ้นก็จะถูกส่งไปยังแผนก NC ทำการเขียนโปรแกรมและป้อนข้อมูล
ให้กับเครื่องคอมพิวเตอร์เพื่อปฏิบัติการขึ้นรูปทางกล หลังจากนั้นจะมีการทดสอบ run โปรแกรมที่เขียนขึ้นเพื่อหาข้อผิดพลาด เรียกว่า dry run และหลังจากนั้นจากแก้ไขข้อผิดพลาดจนเป็นที่พอใจแล้วก็จะส่งต่อไปยังขั้นตอน
CAM
CAM (Computer Aided Manufacturing) เป็นการนำเอาซอฟต์แวร์มาใช้ในกระบวนการผลิตต่อเนื่องจาก CAD โดยทำการแปลงของมูลที่ป้อนเข้าไปให้เป็นชุดคำสั่ง
และนำไปควบคุมเครื่องจักรกลที่ใช้คอมพิวเตอร์ควบคุมหรือเครื่องจักรกล CNC นั่นเอง
ในระบบ CAD/CAM มักจะมีโปรแกรมสำหรับควบคุม คุณภาพเป็นส่วนหนึ่งเสมอ
ทั้งนี้ก็เพื่อทำการตรวจสอบหรือ เช็คข้อผิดพลาดของชิ้นงานที่เครื่องผลิตออกมาได้
หากโปรแกรมควบคุมคุณภาพตรวจพบค่าผิดพลาดก็จะทำการคำนวณ
เพื่อแก้ไขและส่งค่าใหม่ที่ถูกต้องไปยังระบบคอมพิวเตอร์ของ CAM ทำให้สามารถควบคุมคุณภาพของชิ้นงานให้อยู่ในค่าพิกัดที่ถูกกำหนดไว้
ระบบการผลิตชนิดอัตโนมัติเต็มรูปแบบมักจะมีวิธีการวัดที่เรียกว่า
In-Process
Measuring System ทำให้ระบบที่ควบคุม
เครื่องจักรสามารถตอบสนองเมื่อได้รับสัญญาณจาก
ผลของการตรวจวัดและจะต้องสามารถปรับค่าหรือชดเชยค่าการสึกหรอ
ของเครื่องมือเมื่อได้รับการแจ้งว่าชิ้นงานที่ผลิตขึ้นมีค่าสูงหรือต่ำกว่าค่าพิกัดเผื่อที่กำหนดเอาไว้



.jpg)












